

- Инсталација и повезивање јединице
- Повезивање каблова за заваривање
- Подешавање машине
- Безбедносне мере на раду
- Избор поларитета
- Изаберите струју заваривања
- Шта је заварени базен
- Процес заваривања инвертера
- Шта је лучни размак
- Заваривање танког метала
- Шта заваривачи почетници треба да знају
Помозите развоју веб локације, дељење чланка са пријатељима!
Опрема за заваривање данас је заступљена у многим варијантама. Али инвертерски уређаји су добили највећу популарност међу домаћим мајсторима због своје компактности и свестраности. Инвертер за заваривање је опрема која омогућава мајстору да обавља различите врсте заваривачких радова. Али да бисте их ефикасно спровели, није довољно имати скупу јединицу, већ морате научити и како да користите апарат за заваривање.
Инсталација и повезивање јединице
За ефикасно и безбедно коришћење претварача, пре свега, потребно га је правилно припремити за рад. Овај процес се одвија у неколико фаза. Први задатак је инсталирање и повезивање јединице. Инсталација претварача мора се придржавати одређених правила:
- уређај мора бити постављен тако да буде најмање 2 м удаљен од зидова или било којих предмета;
- уређај мора бити уземљен;
- место заваривања мора бити одабрано тако да буде удаљено од запаљивих предмета;
- препоручује се да се кува или на слободној платформи или на металном столу.
Инвертер можете повезати и на кућну мрежу (220 В) и на мрежу напона од 380 В, која се обично користи у производњи. Ако је предвиђено да се јединица користи даље од електричних мрежа, онда се може прикључити на генератор, дизел или бензин.
Прикључак за напајање
Повезивање апарата за заваривање на електричну утичницу у домаћинству често изазива проблеме. Узрок њиховог настанка може бити старо ожичење или недовољан пречник његових жица. Обично је ожичење дизајнирано за струју до 16 А.А пошто сви укључени уређаји у кући могу премашити ову вредност, из безбедносних разлога се уграђују аутоматски прекидачи (аутоматски уређаји). Због тога је при повезивању потребно познавати снагу апарата за заваривање да не би покренуо машину.

Повезивање претварача на кућну мрежу
Такође треба обратити пажњу на смањење мреже. Ако, када укључите претварач, приметите смањење напона у мрежи, онда то указује на недовољан попречни пресек жица. У овом случају потребно је измерити до којих вредности пада напон. Ако падне на вредности испод минимума са којим претварач може да ради (наведено у упутствима), онда не можете да повежете уређај на такву мрежу.
Коришћење продужног кабла
Мрежни кабл повезан на претварач испуњава све захтеве за напајање и не изазива проблеме са повезивањем. Али ако његова дужина није довољна, онда би требало да изаберете продужни кабл са попречним пресеком жице од најмање 2,5 мм2 и дужине не више од 20 метара.Такви параметри продужног кабла биће довољни да претварач ради са струјом до 150 А.
Треба имати на уму да при повезивању уређаја са мрежом кроз ношење, остатак не треба држати намотаним, јер када се јединица укључи, она ће се претворити у индуктор. Као резултат тога, проводници ће се прегрејати и продужни кабл ће отказати.

Повезивање на генератор
У случајевима када уређај није могуће прикључити на електричну мрежу, можете га прикључити на генератор који ради на бензин или дизел гориво. Највише се користе бензинске електране. Али нису сви погодни за повезивање апарата за заваривање. Да би претварач радио ефикасно, генератор мора имати снагу од најмање 5 киловата и производити стабилан излазни напон. Флуктуације снаге могу оштетити заваривач.
Требало би да размислите и са којим пречником електроде ћете радити. На пример, ако електрода има пречник од 3 мм, тада ће бити потребна радна струја од око 120 А са напоном лука од 40 В. Ако израчунамо снагу претварача за заваривање (120 к 40 \у003д 4800), добијамо вредност од 4,8 кВ. Пошто ће то бити улазна снага, електрана која може да испоручи само 5 кВ радиће на свом лимиту, што ће значајно смањити њен радни век. Стога, генератор мора бити изабран са одређеном маргином снаге, отприлике 20-30% већом од оне коју троши инвертер.

Повезивање каблова за заваривање
На предњој плочи претварача налазе се 2 терминала, поред којих се налазе ознаке у облику знакова „+“ и „-“. На ове стезаљке су прикључени каблови за заваривање, од којих један на крају има металну копчу (упињач), а други има држач електроде.Сваки кабл се може спојити на оба терминала, у зависности од методе заваривања, о чему ће бити речи касније. Након повезивања каблова са машином, један од њих, који има штипаљку, повезује се са столом за заваривање или за радни предмет.
У неким случајевима, стандардна дужина кабла можда неће бити довољна, на пример, када радите на висини. У таквим ситуацијама поставља се питање: да ли се кабл за заваривање може продужити? Професионалци не саветују да то раде, посебно када је у питању инвертерски уређај. Ова чињеница се може објаснити чињеницом да сваки кабл има одређене карактеристике отпора. Због тога је неизбежно „цурење“ напона и струје целом његовом дужином. Стога, што је дужина кабла дужа, то више напон пада.
Ако покушате да надокнадите губитак напона и струје додавањем вредности на панелу јединице, онда ће ова мера највероватније онемогућити електронику претварача. Испоставило се да је лакше приближити машину радном месту заваривача него потрошити знатну количину на поправку јединице након продужавања каблова.

Подешавање машине
Квалитет заваривачких радова зависи од тога да ли је инвертер за заваривање правилно подешен, посебно када је у питању правилан избор електрода. Такође треба узети у обзир:
- дубина заваривања;
- локација шава у простору (вертикална или хоризонтална);
- марка или врста метала за заваривање;
- дебљина метала, итд.
Треба да знате да се за сваку врсту метала производе одговарајуће електроде. Са инвертерима се могу користити електроде пречника до 5 мм. Али за сваку дебљину алата потребно је одабрати одговарајућу јачину струје заваривања. Да бисте правилно поставили апарат за заваривање, можете користити табелу испод.
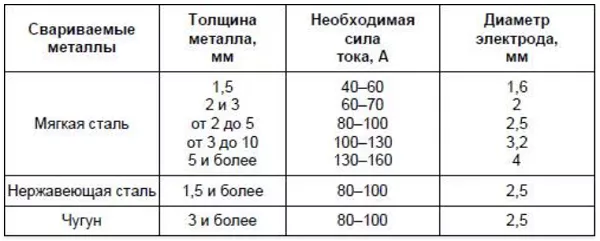
На пример, ако морате да заварите меки челик дебљине 5 мм помоћу инвертора, тада би требало да изаберете електроду од 3 мм и подесите струју на машини на 100 А. После пробног заваривања, струја се може подесити, односно смањити или повећати.
Безбедносне мере на раду
Може се рећи да су утврђена безбедносна правила исписана „крвљу“ жртава, те је стога строго забрањено њихово занемаривање. Од њиховог поштовања зависи здравље и живот не само оператера опреме за заваривање, већ и људи око њега. Дакле, безбедносна правила укључују следеће.
- Пре почетка рада проверите интегритет изолације на свим жицама и кабловима који су повезани са уређајем. Такође је неопходно проверити исправност опреме, наиме, да се уверите да је напон отвореног кола нула. У овом случају, систем мора бити у добром стању, искључујући напон на електроди када је уређај у стању мировања.
- Пре повезивања опреме, проверите електричну мрежу под оптерећењем (измерите опсег пада).
- За заштиту мрежњаче од ултраљубичастог зрачења које настаје када гори лук заваривања, потребно је користити заштитну маску (штит) или специјалне наочаре. Не тако давно у продаји су се појавиле маске за заваривање и наочаре са „камелеонским“ наочарима, које аутоматски потамне када их удари светло зрачење. Наочаре или маску треба да носи не само заваривач, већ и његов помоћник.

- Ако се радови заваривања изводе у затвореном простору, тада се ради заштите респираторног система и спречавања тровања штетним гасовима користе респиратори са заменљивим кертриџима или маскама кроз које се принудно доводи пречишћени ваздух.
- За заштиту руку од прскања метала користе се специјалне рукавице - хеланке за завариваче.

- За заштиту тела користе се комбинезони, јакне и панталоне од ватросталне тканине.
- Да бисте заштитили своја стопала, морате да носите високе чизме како бисте спречили да металне варнице уђу у њих. Чизме треба да буду покривене одозго панталонама.

- Радно место треба да буде добро осветљено.
- Мора да постоји гумена простирка или дрвени под испод ногу заваривача како би се спречио струјни удар.
- Око радног места не би требало да буде страних предмета о које можете да се спотакнете.
- Песак и апарат за гашење пожара треба да буду у близини радног места да би се пожар угасио на време.
- Уземљење апарата за заваривање је обавезно.
Ако су сигурносна правила већ проучена, онда можете почети да се упознајете са радом са електричним заваривањем.
Избор поларитета
Није тајна да до процеса топљења метала долази због високе температуре електричног лука који настаје између материјала који се завари и електроде. У овом случају, кабл са држачем за електроду и кабл за масу (са копчом) су повезани на различите терминале уређаја. Да бисте правилно повезали каблове, морате да разумете када су обрнути.
Приликом заваривања инвертером или било којом другом машином за заваривање, користи се директан и обрнути поларитет прикључних каблова на машину. Директан поларитет се обично назива везом када је кабл са електродом спојен на минус, а метал заварен на плус.
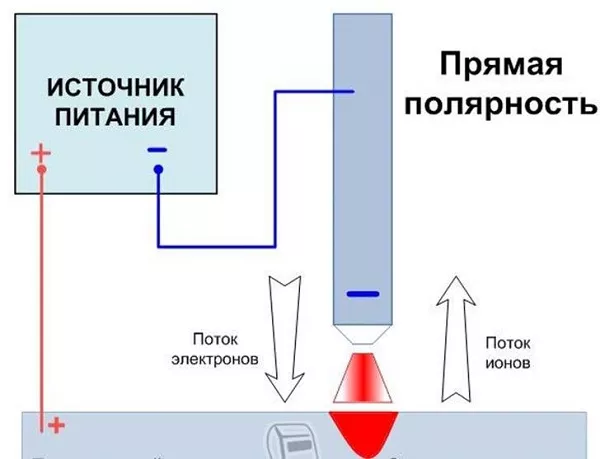
Овај начин повезивања омогућава да се метал добро загреје, што чини шав дубоким и квалитетним. Метода директног поларитета се користи при заваривању дебелих металних производа.
Обрнути поларитет значи повезивање кабла електроде на плус, а кабла за уземљење на минус.

Са овом везом, метал се мање загрева, а шав постаје шири. Обрнути поларитет се обично користи при заваривању танких металних производа како би се искључило прогоревање дела.
Изаберите струју заваривања
Струја заваривања се бира према дебљини метала који се завари и пречнику пунила. Ради лакшег израчунавања, можете користити табелу која је дата изнад, у одељку који је говорио о постављању јединице. Такође, при избору оптималне јачине струје треба запамтити правило: што је већа јачина струје, то се добија дубљи шав и брже се може померити електрода. Због тога је потребно постићи идеалан однос брзине кретања адитива и јачине струје, како би шав имао потребну конвексност и дубину довољну за добро заваривање ивица делова.
Савет! Након прикључења нових каблова на машину, која не прелази препоручену дужину, потребно је измерити струју заваривања како би се сазнала њена вредност и по потреби кориговала.Шта је заварени базен
Завар је спој који се формира када се метал загреје до растопљеног стања. Процес заваривања се врши помоћу електроде, која се састоји из два дела.
- Језгро које представља металну шипку.
- Посебан премаз који спречава улазак кисеоника у заварени базен. Све електроде су направљене од метала високе електричне проводљивости. Ово је неопходно да би електрична струја била усмерена тачно на место завареног шава.
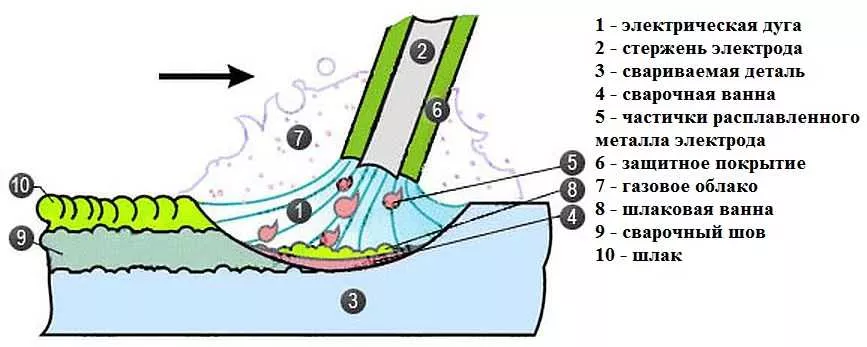
Иако је процес електричног заваривања прилично сложен, генерално се може представити на следећи начин.
- Електрода долази у контакт са површином која се завари;
- Под утицајем високих температура, премаз штапа почиње да се топи.
- Овај процес је праћен ослобађањем гаса, који ограничава улазак кисеоника у заварено подручје;
- Отопљени премаз остаје на површини фуге и штити је од продора кисеоника након завршетка радова. Такав растопљени слој се зове шљака.
Само заваривање метала је веома сложен процес. Приликом извођења потребно је знати много суптилности. Квалитет шава зависи од више фактора. Један од њих - оба дела која се заварују морају се равномерно загрејати на исту температуру. Таложење метала треба да се одвија тако да се перла равномерно топи у различитим правцима. Поред тога, потребно је узети у обзир чињеницу да се електрода топи током заваривања, а лук се стално креће према шаву. Стога га морате стално мало приближавати детаљима. Имплементација широког шава такође има своје специфичне карактеристике. Да бисте то урадили, морате научити како да заварите у круг или цик-цак.
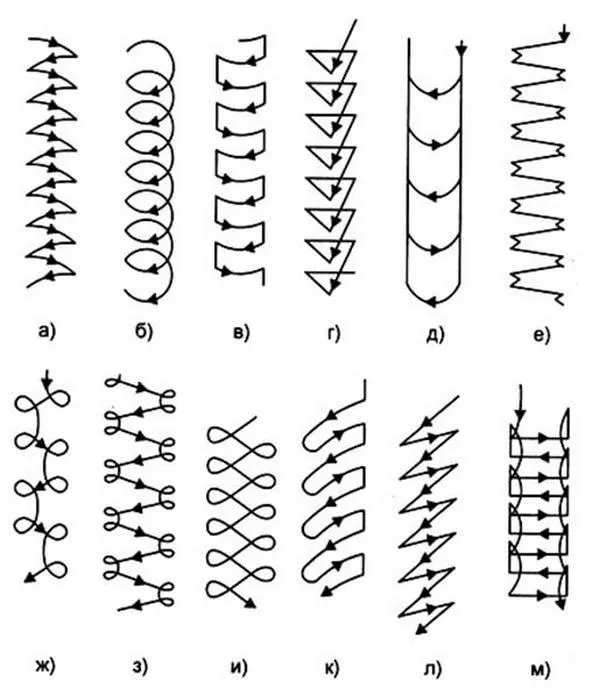
Опције за померање електроде током заваривања
Процес заваривања инвертера
Пре почетка заваривања потребно је припремити делове. Морају бити темељно очишћени од боје, прљавштине и рђе. Након тога, мрље од масти или боје треба уклонити са ивица растварачем.
Пре почетка заваривања потребно је подесити јачину струје. Можете пробати пробни завар. Ако се ваљак испостави да је замагљен, онда се јачина струје мора повећати. Када ваљак постане толико велик да постаје тешко померати електрични држач, струја се смањује.
Ако се за заваривање користе старе електроде, морају се осушити пре почетка рада. Треба их држати пар сати на температури од око 2000 степени. За ово можете користити посебне пећи.
Лук можете започети на следеће начине:
- користећи метод сличан осветљавању шибица;
- тапните крај електроде на метал који се завари неколико пута.

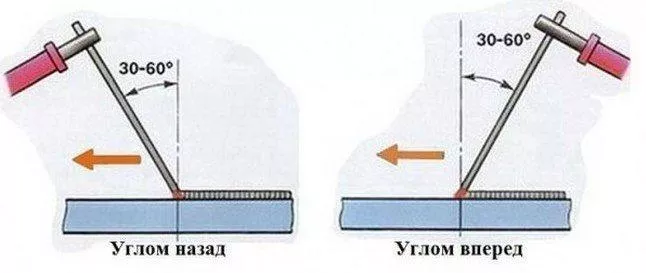
За оне који тек почињу да кувају, прво можете нацртати линију на металу, а затим повући шав дуж њега. Само учините то видљивим. Након тога, можете запалити лук и довести електроду на почетак предвиђеног шава. Овде метал почиње да се топи и постаје прекривен шљаком. Овако изгледа заварени базен, који се мора померити дуж ознака шавова. Ово се мора урадити под одређеним углом. Постоје две разлике у вођењу шава под углом: напред или назад. Први метод је идеалан за танке метале, јер омогућава заваривање са најнижом топлотом. За дебеле метале користи се други метод.
Шта је лучни размак
Размак лука је познат и као дужина лука. Ово је назив зазора који се добија између материјала који се завари и електроде. Искусни заваривачи тврде да је за добијање висококвалитетног шава потребно стално одржавати овај јаз на константном нивоу. Постоје три врсте лука.
- Кратак лук. Лукни размак од 1 мм, у којем се метал загрева на малој површини. Због тога завар постаје конвексан. Због тога се на споју шава и производа може формирати дефект познат као подрезивање. То је плитки жлеб који иде дуж самог шава. Подрезивање негативно утиче на квалитет и чврстоћу шава.
- Дугачки лук. Веома је нестабилан и слабо заштићен од излагања ваздуху. Дугачак лук не загрева метал довољно добро, што резултира не превише дубоким шавом.
- Нормални лук. Ако се током заваривања обезбеди нормалан размак, онда се добија квалитетан, добро заварен шав. Размак од 2-3 мм се сматра нормалним лучним размаком.

Заваривање танког метала
У приватној кући или сеоској кући обично се заварују танки елементи. Морате пажљиво обавити посао, јер са недовољним искуством лако можете спалити метал. Због тога је боље вежбати на производима веће дебљине пре одговорног заваривања. После тога, можете покушати да кувате танак метал. У овом случају, требало би да се руководите следећим саветима.
- Приликом заваривања производа потребно је подесити минималну препоручену струју.
- Морате да кувате са углом напред.
- Морате да радите на обрнутом поларитету.
- Да бисте смањили деформацију делова када се загреју, препоручује се да их причврстите стегама или стезаљкама.
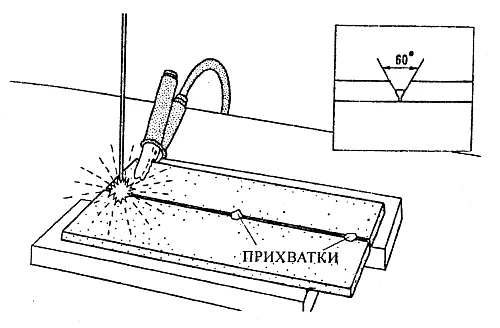
- Ако се спајају елементи дужи од 50 мм, прво треба да направите квачице.
Шта заваривачи почетници треба да знају
Ако практично нема искуства у заваривању, али морате да урадите посао, онда морате да запамтите следеће нијансе.
- Шав ће се показати квалитетним, добро завареним, а опекотине се неће појавити на металу ако га стално надгледате. Због тога се препоручује да се делови за заваривање унапред распореде тако да је погодно посматрати напредак заваривања.
- Најлакша опција је заваривање у доњем положају. За завариваче почетнике боље је да почну са њим. Затим можете прећи на прстенасте спојеве, а након њих на вертикалне. Ово последње је најтеже извести.
- Ради практичности, боље је направити спојеве који се преклапају. Ако заварите сучеље, онда можете случајно да заварите за сто на коме леже елементи.
- Ако се кварови појаве током рада, морају се уклонити. Да бисте то урадили, проблематично подручје се додатно прокува или прво селектује уз помоћ брусилице, а затим поново заварује.
- Ако морате да заварите дебеле делове, онда је за потпуно продирање на ивицама потребно направити ивице. Размак између ивица зависи од дебљине елемената, али не би требало да буде мањи од 0,5 мм.