
- Главна класификација
- Трансформатори
- Варилни исправљачи
- Инвертори
- Заваривање полуаутоматских машина
- Аргон заваривање
- Машине за варење
- Гасно заваривање
- Индукцијско заваривање
- Плазменная сварка
Помозите развоју веб локације, дељење чланка са пријатељима!
Заваривање као врста везе метала постојало је више од једног века и прошло се готово широм свијета. Током ових година, методи заваривања и уређаји са којима се врши претрпели су доста промена и побољшања. Такође, развојем напретка развијене су нове методе заваривања и, сходно томе, нови типови апарата за заваривање.
Главна класификација
За повезивање метала развијене су многе врсте опреме, које се разликују не само у грађевинарству, већ иу заваривању. Апарати за заваривање могу бити од следећих типова.
- Трансформатори . Помоћу ове врсте уређаја АЦ напон мреже претвара се у измењиви напон, али са својствима погодним за заваривање.
- Исправљачи . Јединице су претварачи АЦ-то-ДЦ, тако да лук заваривања постаје стабилнији, а варни шав квалитетан.
- Инвертори . Инвертор заваривања претвара промјењену струју у константну, након чега се константа претвара у алтернативну високофреквентну струју, а на излазу се поново исправља, пошто је лијев заваривања са константном струјом, као што је већ поменуто, стабилнији.
- Полуаутоматске машине су и трансформатори и претварачи. На агрегатима, умјесто електрода, користи се посебна жица, а заваривање се јавља у окружењу заштитних гасова. Апарати се могу кувати како у режиму континуираног лучног лука, тако иу импулсном режиму. Такву способност поседује инвертер-импулсна јединица.
- Генератори заваривања . Ово је комбинација апарата за заваривање (трансформатор или претварач) са генератором. Посљедњи може имати бензински или дизел мотор. Ови уређаји се користе на мјестима гдје нема напајања.
На машинама за заваривање, можете видети следећу скраћеницу, а односе се на токове са којима раде:
- АЦ (измењена струја) - ова слова означавају измењиву струју;
- ДЦ - ознака за директну струју.
Методе заваривања означавају следеће скраћенице.
- ММА (Мануал Метал Арц) је преведен као "ручно електрично заваривање" (РДС). Ово је традиционални и најчешћи начин повезивања металних производа. Као додатак са уређајима који користе електроде са заштитним премазом (премазом).
- МАГ (Метал Ацтиве Гас) је поступак заваривања у којем се лук провлачи активним гасом (обично се користи угљен-диоксид ЦО 2 ). Овај метод се користи за полуаутоматске машине које користе жицу електроде као додатак.
- МИГ (метални инертни гас) . У овом начину заваривања користе се инертни гасови као што су аргон, хелијум итд. Метода МИГ се такође користи за полуаутоматске варилице за спајање нежељених метала и нерђајућег челика. За заваривање користи се жица из различитих метала.
- ТИГ (Тунгстен Инерт Гас). Преведено са енглеског, реч "волфрам" значи "волфрам". Заваривање се јавља као не-потрошна електрода у околини инертног гаса. Порекло лука се јавља између метала и волфрамове електроде. Адитив, који се користи као метални штап, директно се напаја на место заваривања, који активно гаси заштитни гас.
- ПАВ (плазма арц заваривање ) је плазма заваривање. Изводи се уз помоћ усмереног протока јонизоване плазме.
На плочама са именом возила можете видети и ознаку "ПН", која означава "трајање оптерећења". Овај параметар се мери у процентима, при чему је 100% времена које је направио јединица 10 минута.
На слици испод, ПН уређаја је једнак 60%. То значи да се сваких 6 минута уређаја мора одморити 4 минута.
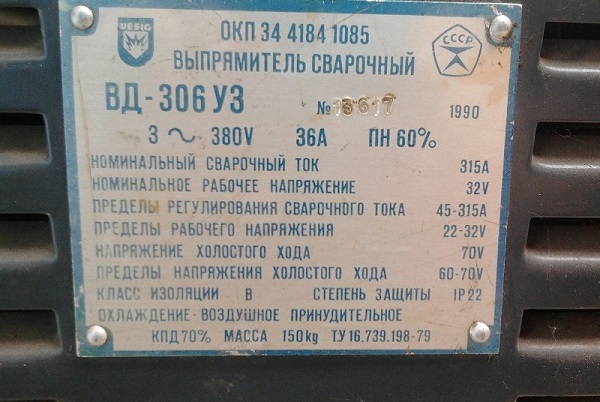
Али, како показује пракса, ово је подразумевани режим за било који заваривач услед технолошких застоја (замена електроде или заварених делова, кретање на радном месту итд.).
Трансформатори
Апарат за заваривање је традиционални и најчешћи тип опреме за контактно заваривање. Основа његовог дизајна је степ-довн трансформатор. Он се бави претварањем напона који долази из мреже на струју погодну за заваривање.
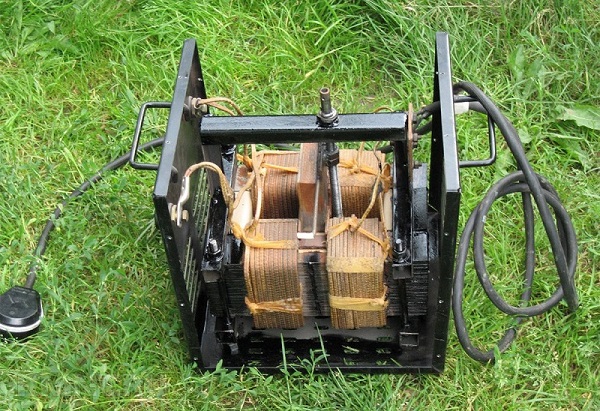
За промену ампераже у овим јединицама најчешће се користи начин померања навоја у односу на друге.
Одличне карактеристике
Посебна карактеристика заваривача трансформатора је у томе што се на електроду примјењује наизменична струја. То значи да се трансформација одвија само напоном . Као резултат тога, растурање метала се повећава, што утиче на квалитет шава. Ефикасност трансформатора је у региону од 80%, пошто се већина енергије троши за загревање хардвера.

Јединице су подељене у домаћинство, стварајући струју до 200 А, полупрофесионално и професионално, до 300 А и више од 300 А, респективно. За коришћење уређаја у домаћим условима користи се електрична једнофазна струја 220 В. Међутим, професионална опрема најчешће користи трофазну струју са напоном од 380 В.
Трансформатори обично раде са електродама од 2 до 5 мм. Прецизније информације о томе могу се наћи из пасоша на уређај.
Обим примене
Трансформаторске апарате за заваривање су непристојни апарати и практично се користе у свим сферама људских активности, где су потребне заварене везе од обојених метала. Апарати се користе у следеће сврхе:
- прикључак металних конструкција на градилишту;
- полагање и поправак цевовода;
- заваривање водоводних цеви;
- спајање листова материјала, како у зглобу, тако и преклапања.
За и против
Предности уређаја типа трансформатора укључују следеће:
- ниске цене јединице, укључујући његово одржавање;
- висока поузданост;
- једноставност поправке;
- поузданост и једноставност рада;
- Ефикасност до 80%;
- једноставност дизајна.
Недостаци трансформатора:
- значајне димензије и тежак терет - од неколико десетина до сто килограма и више, што отежава транспорт;
- нестабилан лук;
- Прскање метала;
- просечан квалитет шава;
- тешкоће када се запали лук;
- осетљивост на пад напона у мрежи;
- за обављање квалитативног заваривања запослени мора имати одређене квалификације и искуство.
Варилни исправљачи
Ове машине су побољшање трансформаторских заваривача и способне су да раде са континуалним и стабилним луком, што позитивно утиче на квалитет шава. Због једноставности дизајна, чак и неискусни оператери могу да раде са овом јединицом.

Одличне карактеристике
У изградњи уређаја, поред степ-довн трансформатора, налази се и диодни мост, као и елементи за подешавање карактеристика волт-ампера (ВАЦ), заштитних и старт-уп елемената. Захваљујући трансформаторском и исправљачком блоку, не само да се улазни напон смањује, већ га претвара у константни. Због снаге директне струје на електроду, спаљивање метала се смањује, лук се понаша стабилније него у трансформаторском апарату, а шав, односно, је доброг квалитета.
Обим примене
Машина за варење ДЦ је дизајнирана у следеће сврхе.
- Заваривање метала отпорних на корозију, легираних и угљеничних челика методом ММА-ДЦ . Електроде са целулозним или базним премазом могу се користити са апаратом.
- За заваривање аргоном све метале, осим алуминијума и његових легура, методом ТИГ-ДЦ, односно електроде која се не може потрошити. Овај метод је доступан ако је исправљач опремљен БУСС-ТИГ (контролна јединица за процес заваривања).
- За заједничку употребу са електродним механизмом за храњење жице, као и за напајање. Ова комбинација претвара конвенционалну машину у полуаутоматску машину која се може заварити користећи методе МАГ-ДЦ и МИГ-ДЦ.
Исправљачи за варење се широко користе у инжењерству и бродоградњи, у грађевинарству, у полагању цјевовода, као иу домаћој сфери. Уређаји могу бити стационарни и мобилни, опремљени са шасијом.
За и против
Главне предности исправљача за заваривање:
- побољшан фактор ефикасности;
- минимизирани губици електричне енергије;
- добар квалитет шавова;
- једноставност дизајна;
- стабилни лук;
- низак ниво буке;
- побољшана динамичка струја;
- поузданост паљења;
- приликом заваривања формира се мала количина прскања;
- могућност кувања нерђајућег челика и обојених метала.
Недостаци апарата:
- тешка тежина;
- "Подсуство" напона у електричној мрежи;
- осетљивост на падове напона;
- висока цена, у поређењу са трансформатором.
Инвертори
Ове врсте апарата за заваривање су опрема која обезбеђује поуздано и квалитативно повезивање метала. Инвертори - захтевне јединице, како код професионалаца, тако и код кућних мајстора због мале тежине, компактних димензија, висококвалитетног заваривања и приступачне цене.

Одличне карактеристике
Посебна карактеристика инвертера је да струја, од улазног сигнала до уређаја и завршетка са излазом из њега, пролази кроз неколико трансформација:
- Промјена струје која долази из мреже или генератора пада на примарни исправљач, гдје се претвара у трајни исправљач;
- даље, директна струја, која пролази кроз јединицу претварача, састоји се од групе транзистора, постаје поново променљива, али са повећаном фреквенцијом осцилација (десетине килохертз);
- високофреквентна струја пада на степени низ трансформатор, где истовремено са смањењем напона тренутни интензитет повећава неколико пута;
- струја прелази на секундарни исправљач, који је већ инсталиран на излазу јединице, гдје се поново претвара у константни, након чега се усмерава на електроду.
Због кориштења претварача претварача постаје могуће смањити величину степ-довн трансформатора и одговарајуће димензије апарата. Такође, инвертер има прилично високу ефикасност - не мање од 90%, а карактерише га висококвалитетни заварени шавови.
Уређаји су опремљени термичком заштитом, заштитом од пренапона, функцијом топлог старта и заштитом од спајања.
Обим примене
Инвертори за варење се користе и за заваривање лука (ММА) са комадним електродама, а за заваривање помоћу ТИГ, МИГ и МАГ метода у полуаутоматским станицама. Ова могућност се појављује ако спојите механизам за вучу жице (са контролном јединицом) на њега, који се може купити у Кини. Али, чешће него не, инвертори се користе као преносне ММА јединице на градилишту, током ремонтних и инсталационих радова, за заваривање жица, као иу сфери домаћинства за спајање метала.
Често се претварачи користе за варење генератора . Ова комбинована јединица може радити на терену и на удаљеним градилиштима. Генератор бензинских агрегата је приступачнији од дизела и може се користити за потребе домаћинства, укључујући и аутономну електрану.
За и против
Инвертори су универзални у својим јединицама за употребу, који се користе за заваривање, а за спајање делова се преклапају и имају следеће позитивне карактеристике:
- повећана ефикасност (до 95%);
- компактне димензије и мала тежина (4-10 кг), што олакшава транспорт уређаја;
- висок квалитет заваривања услед великог броја подешавања;
- стабилност електричног лука;
- може се користити као заваривач за бакарне жице ;
- Са овом опремом почетници могу радити;
- са машином можете користити све врсте електрода;
- Моно претварачи досегну 80%.
Међутим, недостаци претварача су прилично приметни.
- Висока цена јединице.
- Скупо поправљање . Поправак излазног блока ИГБТ коштаће пола цене новог претварача.
- Осетљивост на прашину собе . Прашина, постављајући се на радијаторе транзистора, знатно смањује пренос топлоте, због чега се прегрејавају.
- При ниским температурама, кондензација се формира на електронским плочама, због чега могу да изгореју.
Заваривање полуаутоматских машина
Семиаутомати су агрегати, који у већој мери користе стручњаци за заваривање било ког метала, укључујући и различите метале. Према статистикама, скоро 70% свих операција заваривања у Русији се врши помоћу полуаутоматских машина.
Одличне карактеристике
Овај тип опреме за заваривање састоји се од:
- јединица за заваривање типа трансформатора или инвертора;
- уређај који напаја жицу електроде;
- горионици са цревом;
- балон са заштитним гасом.

Процес заваривања се одвија коришћењем посебне жице која служи као електрода. Мјесто заваривачке купке се прелива са заштитним гасом (обично је гас угљен диоксида) како би се из атмосферског ваздуха искључио кисеоник. Брзина преноса жице и брзина протока гаса у полуаутоматској машини могу се прилагодити како би се постигао оптимални квалитет шава.
На полуаутоматским машинама могуће је радити и са гасом и без гаса, користећи жицу с прашком. Заштитни слој на високој температури, испаравање, ствара заштитну плочу за плочу за заваривање.
Обим примене
Полуаутоматско заваривање, као савремена опрема, идеално је за употребу у великој и средњој производњи, у аутомобилској служби иу кућним радионицама. Користећи полуаутоматску машину, можете да скупљате готово било који метал, било какву дебљину, постижући висок квалитет заваривања, након чега практично нема обраде шавова за уклањање шљаке.
Главна карактеристика полуаутоматских машина је заваривање танких лимова (од 0, 5 мм). Већина ових особина уређаја корисна су за поправку аутомобила код каросерије, где понекад морате направити чисту шаву без металног сагоревања, јер други уређаји нису у стању за то.
За и против
Предности полуаутоматских машина су следеће:
- висок квалитет добивеног шива;
- минимално прскање метала током рада апарата;
- висока продуктивност;
- захваљујући раду уређаја са жицом, могуће је направити дугачке шавове без прекида промјене алата ;
- спајање танких лимова;
- једињење од обојених метала и нерђајућег челика;
- шавови нису покривени шљаком, тако да се за њих не троши време.
Минуси полуаутоматских уређаја:
- Потребно је присуство гасне опреме, и пошто гасни цилиндар има велику масу, отежава пренос све опреме;
- када раде на отвореном, потребно је заштитити горионик од ветра, који одводи заштитни гас;
- висока цена опреме.
Аргон заваривање
Име ове методе, како то није тешко погодити, долази од гаса, који се користи као заштитни. Са аргон-варењем заваривање могуће је створити структуре комбиновањем метала који се не могу придружити другим методама.

Одличне карактеристике
Аргон је тежи од кисеоника, тако да лако продире у базен за заваривање и штити га од оксидације кисеоником. Ова метода је заварена применом конвенционалних, топљивих електрода и волфрама, који се не растопају током рада (ТИГ метода).
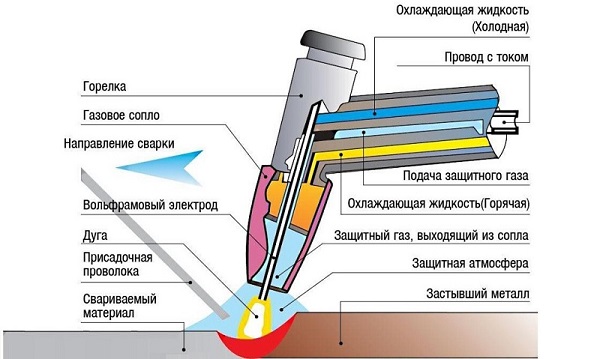
Заваривање је следеће.
- Аргон се напаја у горионик и излази кроз млазницу.
- Између метала који се повезује и електроде, упаљује се електрични лук. Пошто лук има високу температуру, ивице повезаних делова почињу да се растопи.
- На месту где лук ради, додан је додатак, који може бити жица. Монтажа може бити аутоматска или ручна.
- Жица, топљење, испуњава празнину између спојених елемената, формирајући шав.
- Током рада уређаја, горионик се хлади водом кроз систем цеви повезаних на њега.
Вреди напоменути да је паљење лука у аргонском медију готово немогуће произвести због високог индекса јонизације овог гаса. Да би то учинили, потребан је већи напон. Због тога, да запалимо лук, користите инструмент који се зове осцилатор, који испоручује високонапонски и високофреквентни напон на електроду. Ово осигурава јонизацију гаса у простору између електроде и метала шава, у коме се појави лук.
Обим примене
Метода заваривања аргона широко се користи за спајање свих врста метала. Али у већини случајева се користи за заваривање алуминијума и нерђајућег челика на сервисним станицама . Ако желите пити радијатор или цев у клима уређају, пукотина у кућишту мјењача, онда нема бољег начина него аргонско заваривање.
Поред тога, апарат апарата се користи за заваривање дуралумин, ливено гвожђе, титан, бакар, силумин и други метали, укључујући обојене и легуре на њима. Други апарат апарата за заваривање који се користи за повезивање делова сложених облика, на пример, приликом стварања фалсификованих производа за ентеријер: ограде од камина, комада намјештаја, лустери, капије итд.
За и против
Предности агрегата аргона укључују следеће:
- поуздана и непропусна веза;
- због малог загревања спојених дијелова , термичка деформација производа се не појављује;
- могуће је комбиновати различите метале;
- Рад на заваривачким материјалима се врши уз велике брзине.
Недостаци аргон-арц заваривања:
- комплексна опрема;
- за рад са опремом, неопходни су квалификовани, искусни стручњаци.
Машине за варење
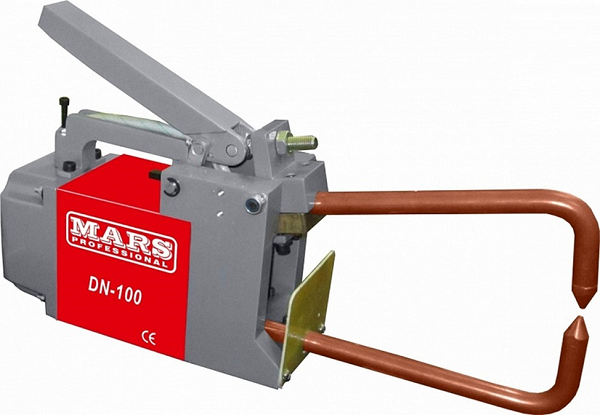
Машина за варење тачкама је разноврсни контактни уређај и прилично је потражња као метода спајања метала. У овом поступку, метали су повезани једним или више тачака које се налазе на одређеној удаљености. Снага везе зависи од структуре, као и од величине тачке. На карактеристике тачке утичу: особине електрода, сила и време компресије, тренутни параметри, особине метала дијелова који су спојени.
Одличне карактеристике
Најчешће се користе за точковне апарате који имају кондензаторе у свом саставу. Посљедњи акумулирају енергију и у тренутку прикључења електрода однесу. У овом случају генерише се импулс са заваривањем са високим интензитетом струје, тако да се делови који се заварују заварују у тачки где додирују електроде.
Електроде за ову јединицу могу бити различитих облика, као што је приказано на следећој слици.

Због врло кратког пулса (стотина или хиљада секунди секунде), подручје изложености високим температурама је минимизирано, што омогућава повезивање метала дебљине 0, 1 мм.
Обим примене
За точковно заваривање, могу се разликовати следеће апликације.
- Производња печатних конструкција са истовременим точковним повезивањем делова, на примјер, у аутомобилској и авионској конструкцији, стварању стрипова техника, као и другим техникама, чији дизајн укључује детаље облика профила.
- Израда инструмента. У овој области се у производњи јединица миниатурних величина и случајева уређаја од танкозидних материјала користе елементи који се спајају са точком.
- Ауто сервиси.
За и против
Предности штетног заваривања метала укључују:
- висока продуктивност (у производном процесу је потпуно аутоматизована);
- електроде за заваривање могу се инсталирати на роботске манипулаторе, на аутоматским линијама;
- не захтевају употребу материјала за пуњење;
- висок квалитет заварених спојева;
- могућност спајања врло танки делови;
- не захтева високу квалификацију оператера.
Недостаци методе:
- Немогуће је повезати различите метале;
- цурење шавова;
- сложеност дизајна компресионог механизма, као и глава заваривања;
- висока цена стационарне опреме.
Гасно заваривање
Ова безводна метода повезивања металних производа, која је једноставна за коришћење, не захтева извор струје и скупу опрему.

Одличне карактеристике
У заваривању гасова, спајање метала се јавља таљењем ивица радног предмета и жице за пуњење, који се загрева усмереним токовом запаљивог гаса који напушта горионик. Ефикасно и стабилно сагоревање гаса у горионику обезбеђује стварање смеше ацетилена са кисеоником. Поред употребе ацетилена, водоник се често користи за повећање продуктивности.
Машина за заваривање водоником (електролиза) је безбеднија у раду и карактерише се формирањем висококвалитетних зглобова. Уместо гасног цилиндра, користи се посебна јединица, која се зове електролизер, у којој се вода распада у кисеоник и водоник. Овај процес је последица утицаја на воду електричне струје. Након тога, водоник улази у црево кроз црево до горионика, а процес заваривања се одвија на уобичајени начин, као и код гаса балона.
Обим примене
Опрема за гасно заваривање се користи у следеће сврхе:
- комбинација метала као што су алуминијум, силумин, олово, бакар, нерђајући челик, црне и друге врсте метала;
- пукотина и патцхинг на металним производима;
- херметичко спајање цеви малих и средњих пречника, укључујући цеви са танким зидовима;
- облога од месинга на металним деловима;
- производњу различитих контејнера и посуда.
У напомену! Поред металних спојева, плински горионици се користе за сечење метала разних дебљина.
За и против
Заштита од гасног заваривања:
- скупа опрема није потребна;
- доступност потрошног материјала;
- не захтева извор енергије;
- могуће је подесити силе пламена и степен загревања дела.
Недостаци методе:
- дуго грејање метала у поређењу са заваривањем лука;
- широка зона топлотног удара;
- трошкови ацетилена и кисеоника превазилазе трошкове електричне енергије, ако се исти рад заваривања врши за упоређивање, користећи обе методе;
- Мала брзина рада при повезивању дебелих делова, пошто постоји значајна дисипација топлоте преко радног предмета;
- метод је тешко аутоматизовати;
- употребљени гасови (ацетилен и кисеоник) су веома експлозивни;
- прилично оптерећена опрема, за кретање која захтева присутност транспорта.
Индукцијско заваривање
Индукциони метод за спајање производа из метала такође се назива високофреквентним . Према принципу рада, индукциона опрема се значајно разликује од традиционалне и веома је релевантна, нарочито у производњи. Процес заваривања је следећи. Прво, део се загрева индукционом струјом високе фреквенције. После загревања обрађеног предмета, стисне се помоћу ваљака, због чега су ивице заварене.
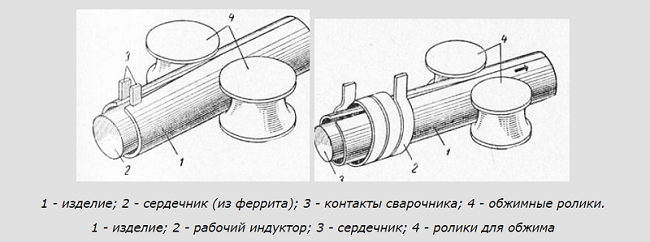
Генерално, индукцијска опрема за заваривање се користи у производњи шавних заварених цеви.
Прос индуктивне методе спајања метала:
- быстрое нагревание заготовки и такое же быстрое сваривание;
- соединение имеет высокое качество и прочность;
- шов получается гладким, без царапин.
Минусы метода:
- сложно сохранить зазор между заготовкой и индуктором;
- высокое потребление электроэнергии;
- после сварки сложно зачищать внутренний шов.
Плазменная сварка
Аппараты для плазменной пайки, резки и сварки металлов довольно широко распространены, благодаря их способности выполнять вышеперечисленные задачи в короткие сроки и с высокой эффективностью.

Отличительные особенности
Плазменная сварка похожа на аргонную, но весь процесс происходит с использованием потока плазмы. Основа плазмы – это ионизированный газ, который направляется в нужное русло.
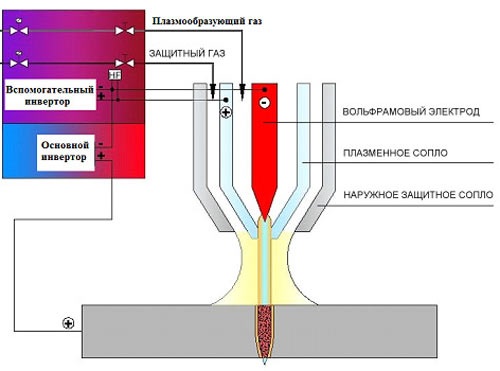
Чтобы превратить обычную дугу в плазменную, то есть повысить ее температуру и мощность, плазмообразующий газ вдувается принудительно, после чего происходит сжатие дуги. Чтобы сжать дугу, на аппаратах применяют устройство, называемое плазмотроном . Основная его задача – уменьшать поперечное сечение дуги, отчего повышается ее мощность и энергия. Стенки плазмотрона при работе агрегата подвергаются водяному охлаждению, поскольку температура образующейся в нем плазмы достигает 30 000 С°, в то время как обычная дуга имеет температуру всего 5 000 С°.
Также во время сжатия дуги в ее область нагнетается плазмообразующий газ, где он, нагреваясь, ионизируется и расширяется в 50-100 раз. Далее, этот газ выходит из сопла с высокой скоростью, в результате чего объединение тепловой и кинетической энергии образует мощный плазменный поток.
Обим примене
Плазменную сварку широко используют в машиностроении, автомобилестроении, самолетостроении и ракетостроении, где требуется высокая точность и качество соединения деталей из различных металлов. Также данный вид агрегатов используют при строительстве газопроводов, тепловых сетей, нефтепроводов высокого давления, электростанций и других объектов.
Микроплазменную сварку применяют на производстве, где есть необходимость соединения тонкого листового металла, например, в приборостроении .
Плазменными агрегатами возможно соединять металлы толщиной от 0, 025 мм. Шов при этом имеет минимальную ширину, а небольшая зона теплового влияния исключает деформацию изделия.
Кроме всего, плазма с успехом режет любые металлы . Поэтому данные аппараты широко используют для плазменной резки с высокой скоростью.
За и против
К достоинствам аппарата для плазменной сварки относятся:
- небольшой размер дуги, что позволяет проводить точные работы;
- высокая температура плазмы ускоряет рабочий процесс;
- можно работать с любыми металлами и неметаллическими материалами (резка бетона, стекла, керамической плитки т.д.), чего не позволяет делать ни один сварочный агрегат;
- для защиты глаз можно использовать только очки;
- стабильность дуги;
- можно варить очень толстые детали;
- простота использования;
- компактность и небольшой вес.
Недостатки агрегатов:
- наличие ультрафиолетового излучения;
- ионизация воздуха положительно заряженными ионами, чего не дает, например, лазерный способ сварки;
- в окружающий воздух попадают вредные пары металлов.
Кроме всего, аппараты для плазменной сварки имеют высокую стоимость (от 100 000 руб.), и не все предприятия среднего уровня могут позволить себе приобрести данное оборудование. Но плазменный резак имеет более приемлемую цену (от 20 000 руб.) и доступен для частных, небольших мастерских.