
Помозите развоју веб локације, дељење чланка са пријатељима!
На тржишту опреме за брушење можете видети велики број електричних и пнеуматских алата, који се разликују у складу са принципом рада и намјеном. Али без обзира на врсту алата, без потрошног материјала (мажење), не може да ради. Из правилног избора овог важног детаља зависи успјех рада.
Типови млазница за различите брусилице
Машине за брушење (ЦММ) се користе за обраду готово било ког материјала: дрво, пластика, метал, камен, бетон, боја, стакло итд. Сходно томе, млазнице за брусилице могу такође имати различите облике, направити од посебних материјала и бити дизајниране за специфичне послове. За брусилице разних врста, постоје следеће врсте млазница.
Страигхт гриндер
За директне машине за брушење, које се углавном користе за брушење и полирање дијелова на тешко доступним местима, користе се колути од брушења .

Ако је неопходан прецизнији рад, обезбеђен је сет различитих ножева за равну брусилицу.

Вибрације
Овај тип ЦММ има равну правоугаону подлогу, на којој се брусне плочице причвршћују помоћу посебних обујмица. Шкарје за вибрационе брусилице имају рупе за уклањање фине прашине. Они се поклапају са депресијама које се налазе на дну јединице.
Делтоид
У брусилици у облику делта, подлога може бити слична радној тканини од гвожђа или има троугласти облик. Сходно томе, облик алата ће имати сличан изглед.


Брусхед
Није тешко претпоставити да је главни алат за овај тип ЦММ најлонска четка која се користи за скалирање дрвета.

Такође је могуће монтирати брусне главе типа рола на јединице четкице.

Ексцентрична (орбитална)
"Орбиталка" је агрегат који обавља најквалитетнију површинску обраду. На ексцентричном ЦММ -у је уграђена округла кожа, која одговара облику поду јединице.
Полирање
Ова јединица се користи за полирање лакова, на примјер, каросерија након сликања.

За завршну обраду премаза користе се и брусилице, као и пјене.
Тапе
На траци се инсталира ЦММ брусни папир, залепљен у облику прстена . На обе стране пода јединице налазе се 2 осовине, од којих је један затезни ваљак. На овим ваљцима и опреми се ставља, што је бескрајна абразивна трака.

Класификација емери трака
Упркос свим разноврсним машинама за брушење и полирање, најпопуларнији алат је брусни ремен, на којем се користи бескрајна абразивна трака. Али за квалитативну обраду материјала није довољно имати ову јединицу и пар млевених трака. За сваку врсту посла, потребно је одабрати исправно алатирање не само величином зрна, већ и величином, врстом основе.
Основа
Разни материјали се могу користити као основа за брушење трака.
- Тапете са абразивом на папиру су најчешће, а цена је најнижа. Њихова основа, односно папирна мрежа, је импрегнирана смолама и полимерима, што значајно повећава снагу и отпорност на абразију, тргање, савијање. Импрегнација прилатает схлифленте отпорност на влагу. Али, вредно је знати да се такве траке не користе за интензиван рад, јер је папир још увек крхко материјал. Обично папирне траке имају фину зрну.
- Брусне траке на тканини, имају добру отпорност на хабање и рад дуже од опреме направљене на папиру. Тканина не само добро задржава абразивне чипове већ и добру еластичност и отпорност на влагу. Крпице са тканином могу се користити за интензивно брушење, како за мекане материјале, тако и за губеће, на примјер, за прераду тврдог дрвета. Такође из овог материјала направите сјају на Велцро за друге типове ЦММ-а.
- Ткане и папирне тканине комбинују најбоље квалитете оба материјала: еластичност, отпорност на савијање и абразију, отпорност на влагу. Обично су грубе крпице израђене на комбинованој основи.
Било која врста брусног папира може се купити у расутом стању, односно у ролнама . Ово омогућава значајно уштеду новца, посебно у производњи, јер није тешко произвести опрему жељеног облика и величине ручно за већину брусева.
Означавање
Свака штипаљка има ознаку која означава концентрацију абразива и његову фракцију. Ако се ослањате на домаће ГОСТ 3647-80, онда то показује колико је абразивних зрна на квадратној јединици површине. Ове дефиниције су данас застареле, пошто нови међународни стандарди (ИСО) ступају на снагу. Сходно томе, обележени су на супротној страни производа. Доле је табела у којој су наведене све врсте грануларности, како за ГОСТ 3647-80, тако и за ИСО.

Главна разлика између старих и нових стандарда је да према ГОСТ-у, вредности густине и величине зрна абразивног смањења у складу са називом и ИСО стандардом, број у називу производа повећава сразмерно смањењу броја зрна по квадрату површине.
Једноставно речено, што је већа бројка иза слова "П", што означава грануларност, мањи је абразивни део абразивне тканине. На пример, сви познати брусни папир назван "нулл " биће означен као П400. А производи са ознакама П600 … П2500 имају тако мали део који је готово неприметан за додир.
И обратно, обележавање према старој ГОСТ-у се тумачи на следећи начин: фигура која стоји испред слова означава да брусна тканина има мрвицу абразива која одговара величини екрана . На пример, означавањем 10-Х значи да је величина ћелије екрана кроз коју је брусно сито била једнака 100 μм. Због тога је мања бројка у ознаци према ГОСТ, мањи део мрвице се примењује на платну.
Брусни материјал
Приликом избора појаса за брусилицу треба узети у обзир такав параметар као абразивни материјал, који није ни мање важан од основе производа. Брусна мрвица за брусне тканине направљена је од неколико материјала.
- Керамика . Овај материјал производи грубо-зрнаст абразивни папир који се користи за грубо дрво, као и за брзо брушење слојева материјала, на примјер, када нивелирање равни висине.
- Карборундум (силицијум карбид). Често се примењује за завршну обраду пластике, ливеног гвожђа, челика, алуминијума, бронзе, гранита, мермера, стакла, тврдог дрвета, односно материјала са тврдим површинама.
- Елецтроцорундум (алуминијум оксид). То је најраспрострањенији абразивни материјал. Има продужени век трајања због чињенице да његови "меки" кристали у процесу млевења, раскидања, формирају мање, али не мање оштре кристале. Брусне тканине од електрокорундума се користе за прераду дрвета, каљеног и нечвршћеног челика, ливеног гвожђа.
- Гранат. Црнка овог минерала је мекана и тврда. После обраде било ког материјала, глатка и глатка површина се формира са тканином обложеном шипком. Због тога се за обраду производа од меког дрвета користе млинови за брушење са шипком.
- Синтетички дијамант. Шкарје са дијамантским прашином је најтрајнија и истовремено најскупља. Има веома високу отпорност на абразију и користи се у индустрији за брушење и полирање металних производа.
Како лепити сандпапер
Многи власници сандучића, посебно за велике количине посла, суочавају се са проблемом одсуства абразивних трака у правом тренутку. У продавницама које продају опрему за ЦММ, можете видјети да се брусни појас различите гранулације продаје у ролнама. Али не могу сви погодити за које сврхе се продају у таквој количини. У ствари, брусни папир може се купити за метар и користити за вибрирање ЦММ-а, изрезивањем малих полирних листова из плоче и пробијањем рупа у њима за уклањање прашине . Такође, нико не забрањује и не залепи сандпапер за брусилице с рукама и код куће. Алгоритам за лепљење абразивне траке је следећи.
Исеците комад брусне траке потребне дужине. На пример, можете узети већ искоришћени брусни ремен, гаћи га. Измерите дужину траке, додајте 10 мм на њега за преклапање и примените резултујућу величину на задњу страну шкољке.

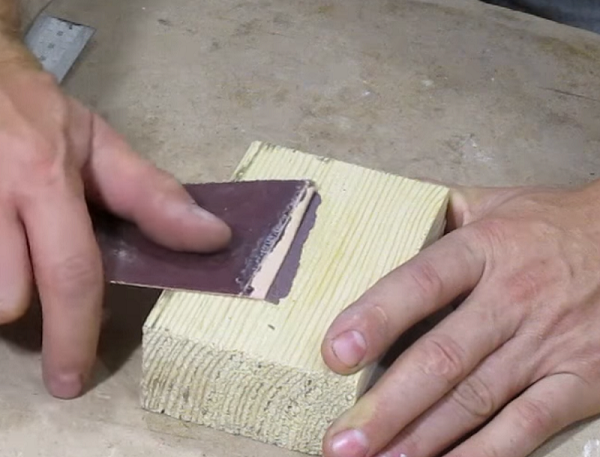
Траку се треба исечити под углом од 45-50 степени, узимајући у обзир смјер брушења . Обично на свим млинским тканинама налази се стрелица која показује у ком правцу махагање треба да ради. Приликом лепљења, поставите крајеве траке како је приказано на слици изнад.
Затим треба припремити лепак и мали дрвени бар. У овом случају, за квалитативно лијепљење траке, користи се лепак ПВА Клеиберит 300, који се испоручује како у великој амбалажи, тако иу малој амбалажи.
Посебност овог лепка је да се може користити за вруће лепљење делова.

На једној страни траке, на удаљености од 10 мм од ивице, нацртајте линију помоћу лантера и неког оштрог предмета. Ознака је направљена директно на абразиву.

Савијте гнездо на месту изреза и очистите га ножем.

Нанесите лепак на припремљену траку и користите ово загрејано гвождје да лепите овај део траке на дрвену траку (довољно је 30 секунди).


Након завршетка загревања, нежно срушите залепљено подручје сисаваца из дрвене траке. Као резултат, добићете крај траке, очишћену од абразивних чипова.
Остаци абразива могу се уклонити ножем, поравнавајући траку на претходно означеном жигу.

Затим примените лепак на одломљени део траке.

Једноставно повежите крајеве чизме и загрејте место лепљења гвожђем са обе стране.



Након завршетка процеса лепљења, оставите траку да се мало охлади, након чега ће бити спремна за употребу. Као резултат, добијате јефтин млин за појас, који се не разликује у квалитету од произвођача.
Трошак независно произведене траке за ЦММ се лако може израчунати. 1 кв.м у просеку, 250 рубаља, а довољно је за производњу око 10 брушених трака (у зависности од модела уређаја). То значи да једна трака кошта 25 рубаља. Лепак се може купити по цени од 360 рубаља за 1 кг. Довољно је лепити око 300 трака, тј. Једна рубаља потроши 1, 2 рубља. Испоставило се да самопосмиљена трака кошта 26 рубаља 20 копецкса, што је много јефтиније од готових уређаја, а цена за то почиње од 100 рубаља по комаду.